
A moldagem por sopro inclui principalmente moldagem por sopro por extrusão (EBM), moldagem por sopro por estiramento por injeção (ISBM) e moldagem por sopro por injeção (IBM).É um processo de moldagem especialmente utilizado para a produção em massa de recipientes plásticos ocos.Esta edição apresenta três tipos de processo de moldagem por sopro: moldagem por sopro por extrusão (EBM).
Custo do processo: custo de processamento (médio), custo de peça única (baixo);
Produtos típicos: embalagens em contêineres para produtos químicos, embalagens em contêineres para bens de consumo e embalagens em contêineres para medicamentos;
Saída adequada: adequado apenas para produção em massa;
Qualidade: alta qualidade, espessura de parede idêntica, tratamento de superfície adequado para liso, fosco e texturizado;
Velocidade: rápida, 1-2 minutos por ciclo em média.
A moldagem por sopro é dividida em três categorias
1. Moldagem por extrusão por sopro (EBM): O custo é o menor em comparação com os outros dois tipos, e é adequado para a produção de recipientes ocos de plástico (PP, PE, PVC, PET) com volume de 3 mililitros a 220 litros .
2. Moldagem por injeção e sopro (IBM): continua.
3. Moldagem por estiramento por sopro (ISBM): continua.
1. Etapas de moldagem por sopro por extrusão (EBM):
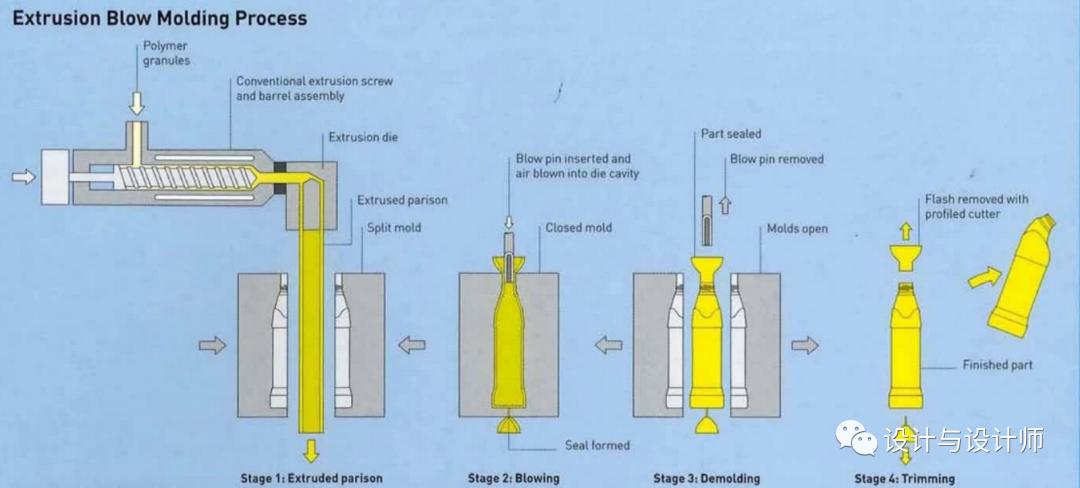
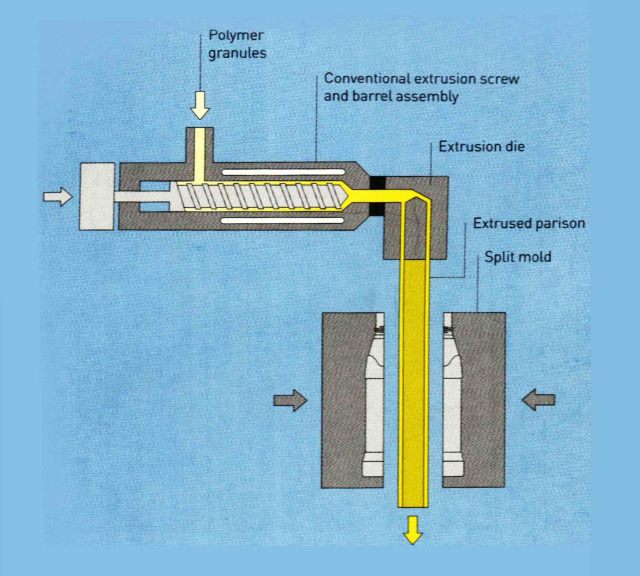
Etapa 1: despeje as partículas de polímero no molde rígido e forme um protótipo coloidal em forma de coluna oca por meio de aquecimento e extrusão contínua do mandril.
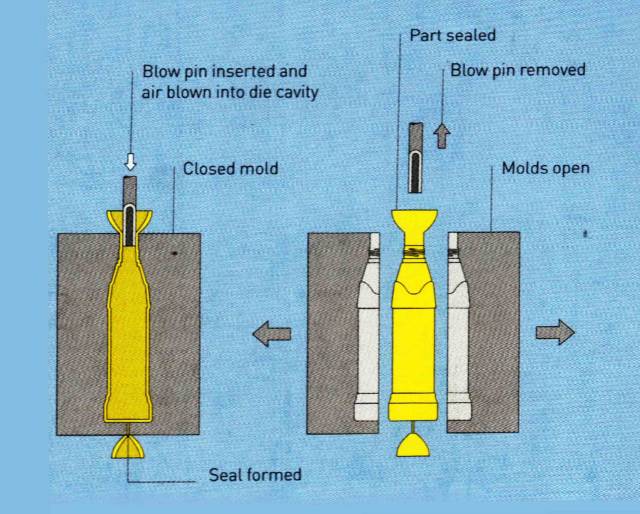
Etapa 2: Quando o protótipo cilíndrico oco é extrudado até um determinado comprimento, os moldes dos lados esquerdo e direito começam a fechar, a parte superior do protótipo é cortada pela lâmina no comprimento aplicável de uma única peça e o ar será injetado no protótipo através da haste inflável para fazer o protótipo próximo à parede interna do molde para resfriar e solidificar para formar a forma desejada.
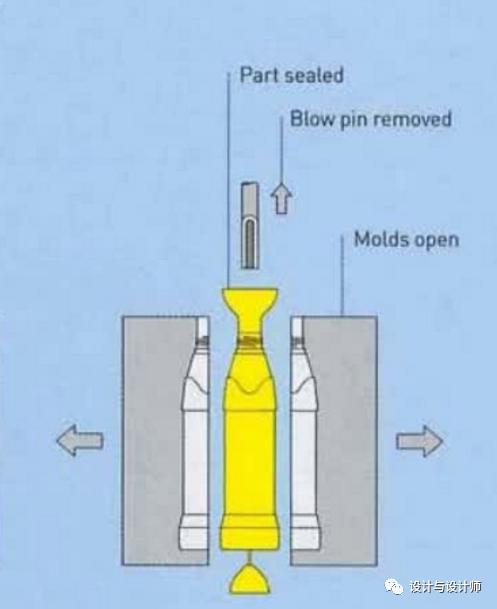
Passo 3: Após o término do resfriamento, os moldes dos lados esquerdo e direito são abertos e as peças são desmoldadas.
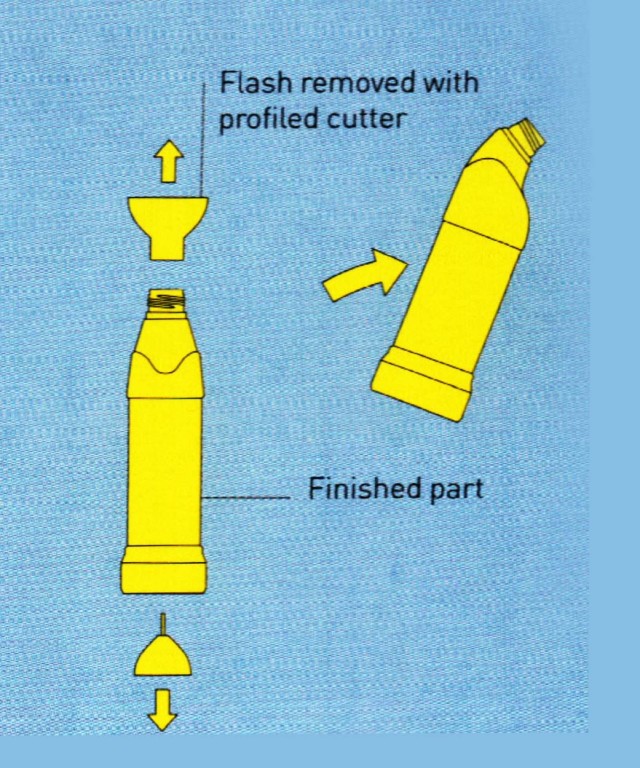
Passo 4: Use a ferramenta de reparo para aparar a peça.
Horário da postagem: 21 de março de 2023